The latest release from Ansys 2023 R2 enables distributed engineering teams with new technologies and improved performance to drive industry innovation forward. It combines an exceptional range of enhanced numerics capabilities, performance improvements, and cross-disciplinary engineering solutions to equip organizations with advanced physics solvers, scalable GPU-based computing, and seamless workflows.

“From semiconductor manufacturers to electric vehicle makers and autonomous aircraft developers, our latest software release empowers these organizations with scalable digital engineering workflows that are critical to digital transformation,” said Shane Emswiler, senior vice president of products at Ansys. “Virtual design and development is at the forefront of transformational innovation within leading organizations across industries, and we are helping to make this a reality.”
Industries innovate and collaborate with digital engineering
Advanced electronics are critical to next-gen product designs like electric vehicles (EVs), vertical takeoff and landing aircraft, and life-saving medical devices. These products depend on new semiconductor and integrated circuit (IC) technologies and advanced electronic capabilities. Innovations like high-density 3D-ICs enable product development teams to pack more features in a smaller space, but those compact form factors complicate thermal, electromagnetic (EM), and power challenges. All major semiconductor foundries have certified Ansys solutions for their most advanced technology nodes, and Ansys electrothermal solutions are essential to reliable 3D-IC design.
The latest updates to Ansys RedHawk-SC, a multiphysics sign-off solution for semiconductors, significantly accelerate thermal analysis workflows. A complete EM simulation and modeling chain for IC design integrates the Ansys High Frequency Structure Simulator (HFSS), Ansys Q3D Extractor parasitic extraction analysis, and the Ansys RaptorX EM solver. Additionally, Ansys EMC Plus (formerly Ansys EMA3D Cable) now offers a full electromagnetic compatibility (EMC) workflow. New, integrated features in 2023 R2 enable engineers to efficiently meet high-tech challenges amid increasingly complex product requirements.
Specific industry sectors like healthcare, automotive, and aerospace also benefit from Ansys digital engineering workflows in 2023 R2. A full EV power electronics electrothermal workflow provides solutions from power IC, to package, to board with Ansys SIwave-CPA for signal integrity, power integrity, and EMI analysis, and the Ansys Q3D Extractor parasitic extraction tool. EV designers can also use simulation to visualize sound sonograms and model brand-defining acoustics with an integrated Ansys Motion and Ansys Sound workflow.
Engineers in aerospace and defense, as well as automotive industries, will benefit from the new digital safety collaboration platform in Ansys medini analyze 2023 R2, which serves as a central safety project hub across an organization. A new Ansys Digital Safety Manager web app replaces the existing desktop client, enabling centralized planning, monitoring, and validation of medini safety and cybersecurity projects.
“As a systems supplier for passenger cars, commercial vehicles, and industrial technology, ZF Friedrichshafen AG places great emphasis on agility and innovation,” said Gunter Gabelein, safety assessor at ZF Friedrichshafen AG. “To support exciting developments like autonomous driving and electric mobility, our R&D process must be fast, cost-effective, and technically precise. More and more projects are taking advantage of synergies provided by medini analyze. In a medium-size project, more than 300 hours of effort can be saved by the one-tool solution and the interfaces to third-party tools for architectures. ZF is a strong advocate for model-based engineering, and medini analyze helps to reduce the complexity of analysis for embedded systems.”
Speed simulation with large-scale computing
Ansys 2023 R2 enables users to run large jobs and help overcome hardware capacity limitations with high-performance computing (HPC), both on-premises and in the cloud. Enhanced solver algorithms capitalize on GPUs to speed simulation. In Ansys 2023 R2, the Fluids product line enables additional industrial simulations to run natively on GPUs, substantially reducing solve time and total power consumption. For example, 2023 R2 extends multi-GPU support to sliding mesh, compressible flows, and eddy dissipation model combustion simulations. That means analysis of internal combustion engines, centrifugal pumps and fans, turbochargers and compressors, stirred tanks and reactors, and hydraulic machinery can now be supercharged with the Ansys Fluent multi-GPU solver.
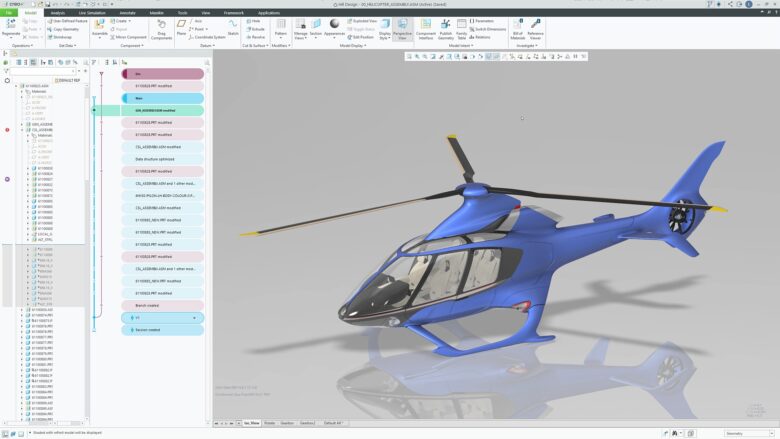
The Ansys Discovery simulation-driven 3D design tool is even more predictively accurate with live structural physics while reducing GPU memory requirements for thin structures by up to 10X. Subdivision geometry modeling in Discovery provides a new way to create and edit complex parts, enabling users to see the results of “what-if” changes almost instantly for many popular computer-aided design (CAD) models, including topology optimization results. Discovery has grown from providing four features in 2019 to 50 in 2023 R2, including turbulence models, electromagnetics, and manufacturing constraints.
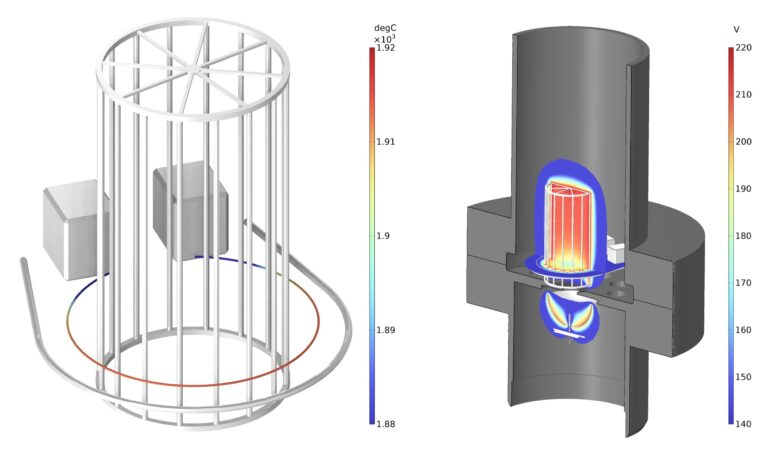
Ansys Speos optical system design software also takes advantage of GPU acceleration. Optical simulations that use ray tracing are now fully supported. Speos also supports 3D irradiance with GPU acceleration, enabling designers to better analyze light contributions. At the photon level, Ansys Lumerical simulation tools have a new Express Mode in the finite difference time domain (FDTD) solver that enables users to run simulations with NVIDIA GPUs.
By integrating Ansys advanced simulation numerics and supercharging simulation with HPC via GPUs and cloud computing, the latest release enables engineers and researchers in every industry to take advantage of the transformative power of digital engineering.
Learn more about Ansys 2023 R2: ansys.com/products/release-highlights