
Some look unfavorably at reverse engineering as a way to steal secrets from competitors. But the science has a number of important uses, especially in forensic engineering.
Jean Thilmany, Senior Editor
In legal cases, forensic engineers are commonly called upon to present evidence about how or why a part or a process failed. The forensic engineer often relies upon reverse engineering to understand how a part was created.
“By stepping back through the transformation stages, the engineer is in a better position to determine the most probable or expected points of failure within a component or system,” says Colin Gagg, an independent forensics engineering consultant in Milton Keynes, England.
Complicated—and even straightforward—systems can malfunction dramatically and tragically in seconds. When the malfunction becomes the subject of a legal case, Gagg is often asked to investigate.
“To recognize how a component or system failed, the engineer must understand how it worked and was manufactured in the first place,” Gagg says. “By stepping back through the transformation stages, they’ll be in a better position to determine the most probable or expected points of failure within a component or system.”
So, add “forensics engineering” to the ever-growing list of applications for reverse engineering. Engineering companies have also found the process can help reduce costs by refining already existing parts to a new process.
“It’s my view that a good forensic engineer will glean relevant information through meticulous investigation and by taking a reverse-engineering approach,” Gagg says.
“The same could be said of engineers charged with creating parts in the first place,” Gagg says. “Any engineer should aim to train himself to become a failure detective.”
Stuart Brown, managing principal at Veryst Engineering, Needham Heights, Mass., offers an example from his company’s own case file.
When the brakes of a Schindler elevator in a 23-story Tokyo condominium failed in 2006, trapping and killing a teenage boy, prosecutors in the resulting lawsuit laid out a number of scenarios under which the failure could have happened. But they weren’t able to home in on any one scenario, Brown says.
Forensic engineers at Veryst were able to show—using software to simulate and analyze the scenarios—that the brakes could have failed quickly, indeed within a matter of hours. Their analysis helped to clear a maintenance official, who, prosecutors claimed, should have detected signs during a November 2004 check that the brakes could fail.
At issue in the case was determining when excessive abrasion occurred in brake parts that are believed to have caused the accident, Brown says. In September 2015, a Tokyo District Court acquitted Ryuichi Harada, a former Schindler employee in charge of maintenance. The court said that “no objective evidence” existed to show that the brake abnormality had occurred by November 2004 when Harada checked the elevator, according to the Japan News.
The judge in the case found three people at SEC Elevator Co. guilty, however. SEC took over Schindler’s maintenance work in April 2006. The judge said they overlooked the abnormality and “neglected their duty to establish an appropriate system for checks and maintenance,” according to the news source.
The rate at which the brake linings could wear, leading to the accident, was critical to analyze and depict in the case, Brown says. For example, police investigators had measured brake wear. Veryst forensic engineers entered those numbers and also input from a variety of other factors into their analysis software: brake drum temperature, changes in the expansion and contraction in brake drum size, the usage cycle of the elevator over a period of days, and changes in the brake system’s solenoid force and solenoid position as it wore, Brown says.
“Bringing in all these factors, we showed that once the brake temperature got high enough, the wear could have occurred within 30 hours,” he says. The forensic engineering analysis showed it didn’t take weeks or months or years for the wearing to occur. Failure didn’t happen slowly over time, but was caused by a “cascading effect which could tragically happen over short period of time,” Brown says.
Bringing it back
Reverse engineering is commonly defined as the act of reproducing an already-created product by examining its construction and composition. Designers scan the part with a specialized scanner capable of loading design coordinates into a software system.
The reverse-engineering process needs hardware and software that work together. The hardware is used to measure an object, and the software reconstructs it as a 3D model. The physical object can be measured using 3D scanning technologies like a coordinate measuring machine, laser scanner, structured light digitizer, or computed tomography, says Braxton Carter, chief technology officer at ReverseEngineering.com, a software developer in La Jolla, CA.
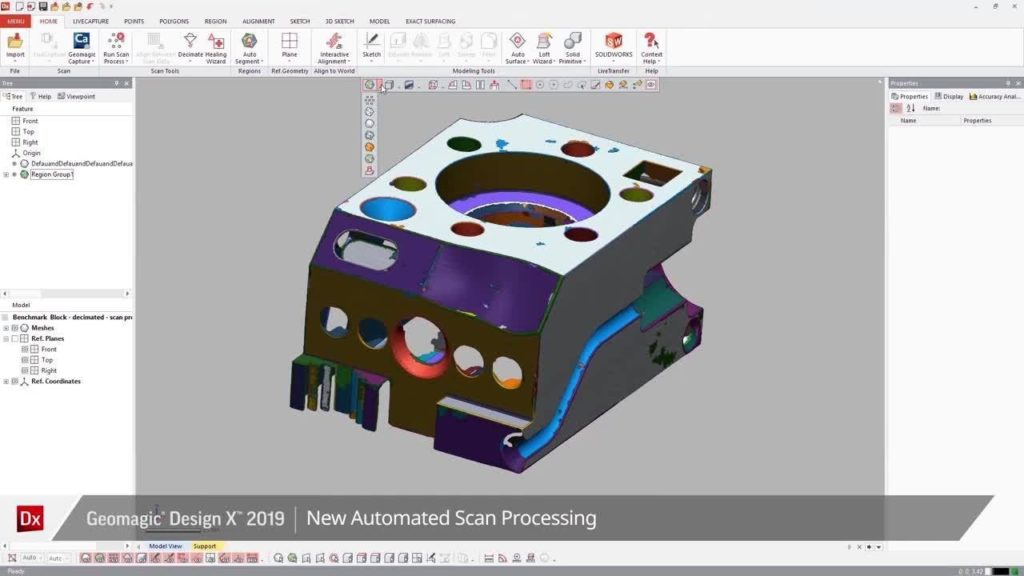
3D scanners have become invaluable across a range of industries that need to capture the geometry of an object and re-create it in software. To bring those real-world dimensions into the computer, 3D scanners fire a beam of laser light that reflects back from the object it hits, then measure the amount of time it takes for the light to return and calculate how far away the object is. The scanner continues to rotate, measuring the object completely. The resulting “point cloud” is exported to software, and the dots are connected to create the digital image and a CAD model.
It’s true that reverse engineering is most commonly thought of as being used to determine how to recreate a no-longer-in-production part, says Johnson Shiue, a software quality assurance technology leader at Autodesk.
As he puts it, “Let’s say you have some partial data. How do you make something from it?”
“Whether you’re a designer doing benchmarking or are retrofitting an older design, you need to work with incomplete data,” Shiue says. “Digesting the incomplete data and changing it into useful model geometry is both a science and an art.”
Or, the goal could be to determine out how a particular part or piece of equipment works and improve upon it, he says. As the hardware and software used for the technique have become more affordable, small engineering companies can speed development and cut production costs by integrating existing parts with their CAD program, Carter says.
Take Excel Foundry & Machine, of Pekin, Ill., which makes replacement parts for nearly every type of mining and rock-crushing machine. When the company sought to expand about three years ago, executives faced a dilemma, says Chris DeWitt, a former senior design engineer at the company.
“We needed to venture off into more complex parts and systems, and in doing so, it’s rather difficult to get all the dimensions you need with the old hand tools,” DeWitt says.
The engineers knew the coordinate measuring machine alone wouldn’t be enough. DeWitt and his colleagues knew the coordinate measuring machine (CMM) needed software that could deliver measurement data into the company’s CAD system.
The company installed desktop reverse engineering software from Reverseengineering.com and purchased a separate CMM.
The new system allowed the company to create more complex replacement parts than in years past, Dewitt says. Excel Foundry engineers estimate that measuring parts and creating replacements without the hardware and software package would take about four times longer than it does now.
Reverse engineering is also making its way into the maintenance repair overhaul (MRO) field, Carter adds. The field is seeing a new focus in using 3D reverse engineering to employ new and developing technologies such as augmented reality (AR) to help improve the accuracy and turnaround time in replacing unique or highly specialized parts in machinery.
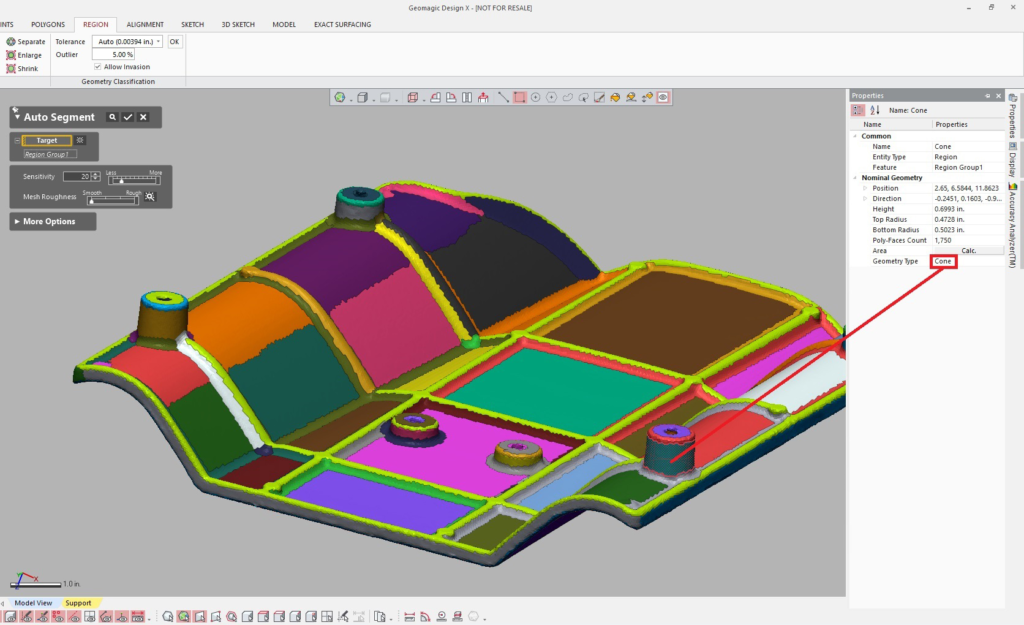
Geomagic, which makes, scan-to-CAD software, details a project where one of its customers was developing a specialized, autonomous-driving, light-duty vehicle.
To speed time-to-market, the customer selected and combined a range of components and systems from vehicles on the market today to complete a working prototype. In this process, the customer’s engineers found a specific steering knuckle for the project, so they digitized and captured the design, then further refined and modified it within the CAD system. It then manufactured the knuckle from a lightweight material.
“Typically, customers will follow either an as-built or design-intent modeling method,” according to Geomagic. That means customers will look to exactly recreate the part as originally built or will add dimensional features to the CAD model to meet design specifications.
For the steering knuckle, the customer used a hybrid modeling approach that combed both concepts to deliver a CAD solid model with both dimensioned features and accurate NURBs surfaces. With the strategy, the customer had a model ready in less than two hours, and then transferred the model to SolidWorks as a feature-based CAD design.
It planned to then create the steering knuckles using 3D printing.
To find manufacturing methods
Gagg also uses reverse engineering to discover how a manufacturing process may not have performed as needed.
An example comes from his book, Forensic Materials Engineering: Case Studies, co-authored, with Peter Rhys Lewis and Ken Reynolds (CRC Press, 2003). This case began when a dock worker noticed a split in the end panel of a loaded 33-foot-long container being lifted from a ship. The container showed no other obvious signs of external damage, and the piece of machinery it held was still anchored inside.
Shortly after that first split was found, workers at other ports noticed similar failures in the same type of freight container. Costs quickly escalated as the damaged containers had to be either disposed of or repaired. Machines had to be loaded into other containers, and empty containers needed to be shipped to the ports with damaged containers.
Investigators found that all the containers had been made at the same factory during a two-month period. On each one, the riveted seam between the two end panels in the side of the container had split open from bottom to top. All the containers had split in the same way, and all had been carrying heavy machinery rather than bulky loads evenly distributed throughout their length.
A mechanical engineer found nothing wrong with the original design or with the construction of the containers.
Forensic reverse engineers were called in to track each part and how it had been manufactured. They determined that the container’s side panels were sheets of aluminum alloy, riveted to each other and to the frame along vertical lap joints. All the failures involved the unzipping of the vertical lap joint between the first and second sheets from the end of the container.
As the aluminum sheets were deemed innocent, their focus turned to the rivets. Although microscopic examination found no internal fault, wear, or corrosion, investigators found that if one rivet near the end of a seam failed, it would throw the extra load onto its neighbors, which could overstress them, causing all the rivets to unzip. After looking at the specification for the rivets on the engineering drawing, the Forensic reverse engineers performed a hardness test on the failed rivets. The tests indicated that the rivets were well below the strength indicated on the drawing.
A mechanical engineer then found that a batch of containers was produced with rivets that had been set without being first solution treated, as specified on the drawing. It was subsequently discovered that a single employee at the container factory had omitted the solution heat treatment.
Case solved. And other case made for reverse engineering.