Craig Armenti, PCB marketing engineer, Board Systems Div., Mentor Graphics.
Highly Accelerated Lifecycle Testing (HALT) is the gold standard for physical testing of a product to determine reliability issues. Deriving the physical constraints and fatigue issues for a design prior to manufacturing is essential to reduce board failure and improve product quality. Reliable products have less risk and less warranty claims, and as such result in higher profitability.

Industry statistics indicate field failure rates of up to 15%-20% in the first year of newly launched electronic products. In harsh environments, fatigue can be responsible for up to 20% of those failures. It is a given that every product is expected to fail at some point, however premature failures can be mitigated through attention to vibration and acceleration.
Physical testing and mechanical simulation
Most design teams rely on physical testing to determine reliability issues. Physical vibration and fatigue testing provides a clear mechanism to ensure reliability of a product and identify potential failures due to environmental factors. During physical testing the prototype PCB undergoes a complex fatigue procedure that uses random shock vibration across 6 axes (X, Y, and Z simultaneous with pitch, roll, and yaw). This testing applies a much higher fatigue than the actual product will undergo, thereby forcing failures and identifying weak spots. The process is however costly and destructive, potentially taking months per design to complete. Furthermore, there are variances in design manufacturing and testing chambers that may conceal accuracy and functional limitations on components that could then fail in the field. With the high cost and increased time-to-market, only a few prototype designs actually go through physical vibration and acceleration testing.
The aforementioned cost and time issues associated with physical testing have resulted in many design teams adding a mechanical analysis step to the product development process to better validate reliability. While this added step improves the process, it still has limitations, including:
–Extensive library/model development
–Lengthy setup and simulation cycles
–Simulation results that are not tuned to the specific printed circuit board
All of this means that, even with a specialist, mechanical analysis is still unable to achieve 100% test coverage.

Improving reliability with virtual simulation during design
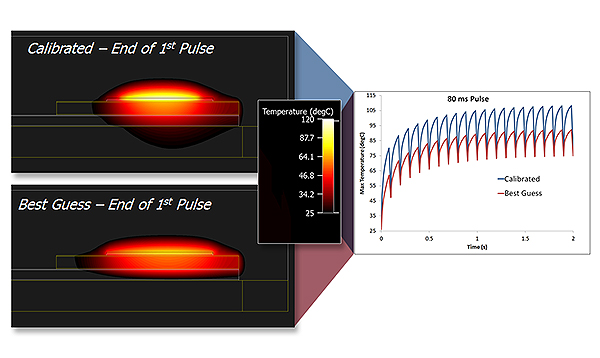
To optimize the process and minimize time between finding and correcting issues, virtual simulation of vibration and acceleration needs to be available early in the design process, immediately after component placement (Figure 1). The software that drives the virtual simulation should integrate with the physical layout tool, automatically taking into account the key PCB features such as layer stackup and board thickness.
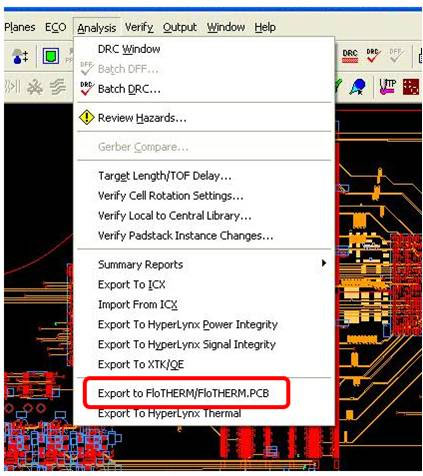
To be clear, this does not eliminate the need for physical HALT. However, by eliminating early failures through simulation in the layout domain design teams can reduce HALT expenses and ensure that reliability specialists have more time to focus on hidden issues. During virtual simulation, meshing should be automatically created and optimized for the electrical domain to drastically reduce simulation setup time (Figure 2). Boundary conditions should be pre-defined using jigs or mounting holes to ensure that the same environment is analyzed as when the product is placed in the field. Users should be able to create “what if” scenarios by defining areas for boundary constraints, allowing for the identification and resolution of high deformation and reliability issues.

To predict which parts will fail through vibration, engineers need to identify the failure frequency or natural modes in the design. Engineers and designers should also be able to determine the safety factor of components due to stress. During vibration and acceleration simulation, an acceleration load should be applied in all directions, thereby defining where the board will have stress during commercial use. For efficiency, the analysis must be tightly integrated and easy to use for tests to be performed concurrent with component placement. As a best case, two options for quick design simulation should be available:
–Vibration that calculates relative stress and deformation values to pinpoint weak links in contact areas of leads and pins of components. The results could later be translated to probability of potential component failure.
–Constant acceleration that provides a linear static analysis that allows constant acceleration to be applied to the design to calculate von-Mises stress, deformation, and safety factors, all of which could later be translated to pass/fail values for components.
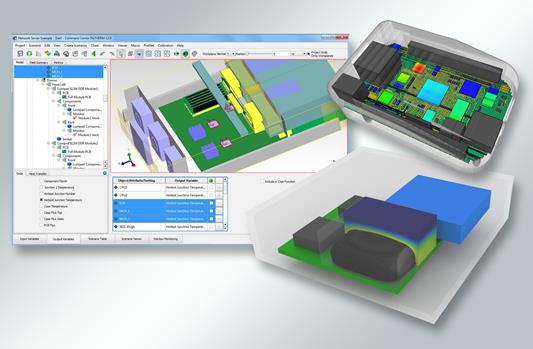
Once the failed parts have been identified, a post-processor interface with full animation should be available to help determine the exact variables and factors causing the part failure (Figure 3). A simplified post-processor view should highlight problematic parts allowing users to detect and correct potential component failures. This would allow an engineer or designer with no product reliability expertise to easily decipher fatigue and vibration issues within their design. An advanced view mode should provide the ability to dig deeper and identify the direct cause of the product failure. The advanced view should plot relative stress intensity distribution in the component pins, balls, or leads, resulting from the simultaneous six axes of random vibration during the analysis. Displaying how the board will flex and bend provides an indication of where stresses are found on the parts.

Benefits of virtual HALT simulation
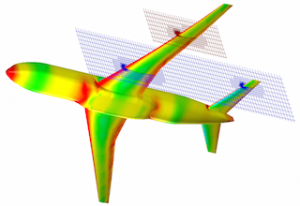
Physical vibration testing determines reliability and identifies design and process flaws. Virtual vibration simulation is a relatively new approach in design for reliability (Figure 4). With vibration and acceleration simulation included early in the product development process, a design team can identify critical issues before the product goes into production.

Specifically, the design team will realize:
–Reduced design iterations
–Reduced time-to-market
–A less expensive product
–The ability to simulate all designs as opposed to just high risk designs
–Increased reliability managing the risk of potential failures
Think of any recent product field failure that has been in the news. The warranty claims, loss of business and potential loss of market share can devastate even the largest of corporations. The ability to run virtual simulation on every board while in the layout domain enables engineers and designers to detect issues early in the product development process before the board is sent to the manufacturer, thus improving the design quality, decreasing the time-to-market and managing the risk for the product.
With Mentor Graphics Xpedition Design for Reliability (DfR), design teams can virtually simulate vibration and acceleration effects throughout the design creation process. Xpedition DfR provides detailed information down to the pin-level, including relative stress intensity, relative deformation intensity, failure frequencies, and vibration-deformed shapes. The output data are more extensive than those generated in the laboratory, providing additional information and extended insight into PCB design weaknesses.
Mentor Graphics
Mentor.com
 Mentor Graphics Corporation
Mentor Graphics Corporation