by L. Stephen Wolfe, P.E.
Here’s a look at the features and capabilities of version 1.05 of Solid Edge.
CAMWorks was first published as an add-in application for numerically controlled (NC) tool programming in SolidWorks in 1997. In June 2013, Geometric Software released a version of CAMWorks integrated with Solid Edge, the value priced CAD system from Siemens PLM Software. Although seven computer-aided manufacturing (CAM) software products have achieved so-called Gold Partner integration with SolidWorks, CAMWorks is the first such software to be seamlessly embedded within Solid Edge.
CAMWorks for Solid Edge allows programmers to open a part file in native format and begin making a numerically controlled tool program immediately. There is no need to export software to another format and import it into an NC programming tool. When complete, tool paths and other CAM information are stored in the Solid Edge model.
Changes made to Solid Edge parts are immediately reflected in NC programs produced by CAMWorks. CAM systems that are not integrated with CAD require revised parts to be re-exported, and in most cases updates to geometry must be made interactively.
In its first release, CAMWorks for Solid Edge lacks some of the capabilities of CAMWorks for SolidWorks. Missing features include:
• Ability to machine parts in assembly models
• Simultaneous 4- and 5-axis milling
• Mill-turn machine operations
• Wire EDM
• Full machine simulation
These capabilities are planned for the last quarter of 2013. The ability to work with assembly models will enable tool-path simulation along with parts of the machine itself, such as the table and work-holding fixtures. The software will be able to check for collisions with the machine and fixtures if desired. Assembly model support also permits rough stock models (such as castings) to be imported as Solid Edge models. In the first release, rough stock models must be converted to the faceted STL format employed by 3D printing systems.
Knowledge capture and continuous improvement
What sets CAMWorks apart from most other graphics-based NC programming systems is its ability to capture knowledge of customers’ manufacturing processes in ways that can be re-used easily. This knowledge capture enables customers to continuously improve their machining processes, thereby improving product quality and reducing costs.
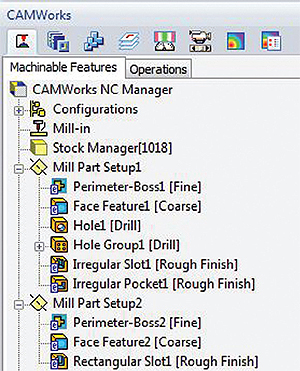
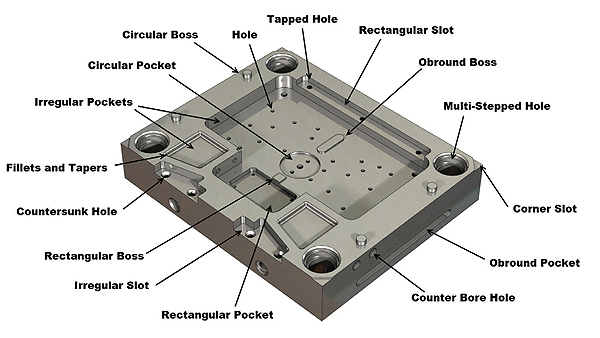
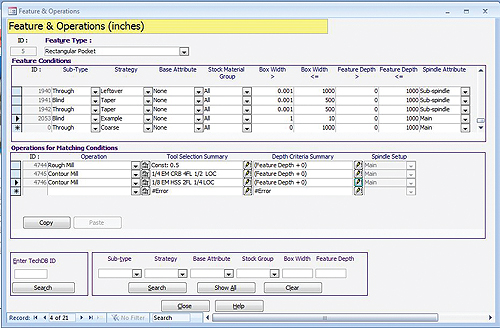
CAMWorks uses two key technologies to capture knowledge of machining processes. The first is the ability to recognize more than 20 manufacturing features as distinct from the dimension-driven design features native to CAD systems such as SolidWorks and Solid Edge. Manufacturing features include drilled, countersunk, counter-bored, and tapped holes; irregular, rectangular, and cylindrical pockets; irregular and cylindrical bosses; faces; grooves; curves; and engravings.
CAMWorks does not require these features to be defined in the CAD model. It identifies them based purely on the solid model geometry. Consequently, CAMWorks can identify features in featureless solid models that have been imported in Parasolid, STEP, IGES, or proprietary translator formats.
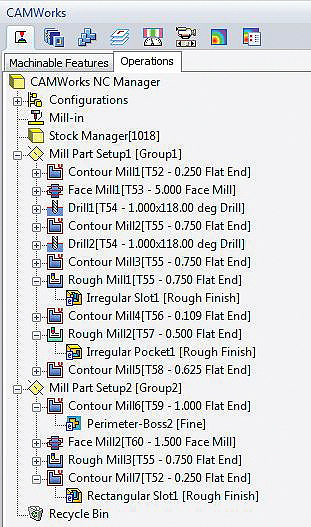
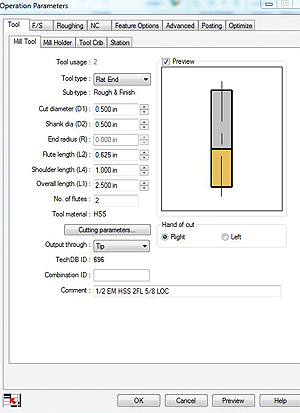
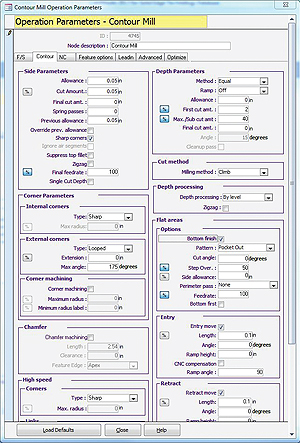
The second technology for capturing data is the Technology Database, which contains operational plans for machining various types of features. For example, the operations for producing a counter-bored hole might include center drilling, drilling of the through-hole, and milling the counterbore. The operational parameters include tool characteristics, feeds, speeds, entry or lead-in strategies, tool changes, and other variables that the NC programmer might want to control. Tools may be selected from a comprehensive tool library included in the database.
CAMWorks pairs operational procedures with the various feature types and the sizes of features it recognizes. For example, a small hole might be matched with a drilling operation whereas a larger hole might be milled.
Of course CAMWorks is not yet capable of automatically recognizing every feature in a part. So customers also have the ability to select part faces and classify them as manufacturing features. These can then be associated with manufacturing operations in the Technology Database that enable the feature to be turned or milled. Manufacturing operations include hole-making operations such as drilling, center drilling, and boring; rough and contour milling; and various three-axis milling operations such as z-level, flat-area milling, and pencil milling.
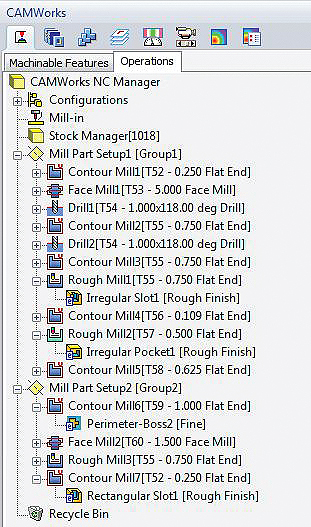
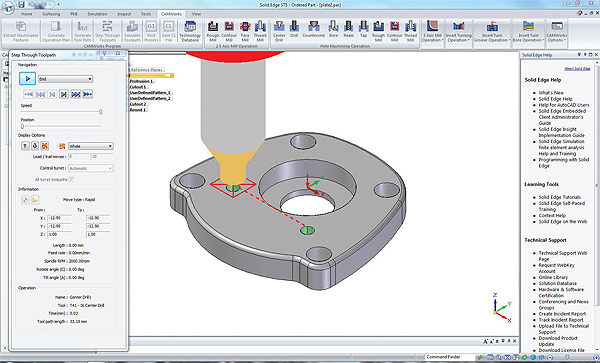
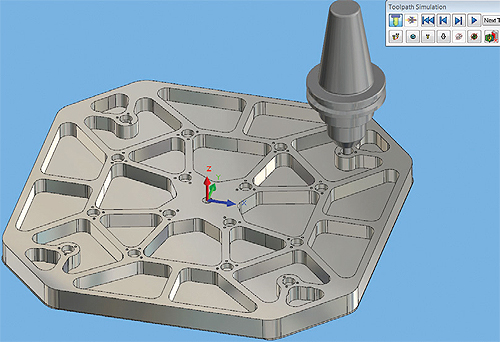
The ability to combine manufacturing features with predefined operations enables programmers to generate NC code much faster than is possible with more conventional graphics-based systems. Instead of specifying each tool path individually, CAMWorks enables complete operations such as roughing and finishing to be implemented in a single step. CAMWorks automatically traverses the manufacturing feature tree and generates operational plans for each manufacturing feature. Then it generates a tool path for each operation.
Programmers can simulate the tool path and compare it with the original part shape to identify undercuts and overcuts. When the toolpath is correct, CAMWorks generates NC code for the appropriate NC tool controller that will be used to make the physical part.
The Technology Database contains a variety of controller types, and CAMWorks and its dealers can customize these for most commercial tool controllers. CAMWorks uses the same library of controller models and post-processors for both the Solid Edge and SolidWorks versions of the software. Consequently, even though CAMWorks for Solid Edge is new, it benefits from the rich history of a mature CAM product.
The integration of CAMWorks with CAD software further improves productivity by updating NC tool programs when changes are made to the associated CAD model. Toolpath data is stored with the CAD model so it can’t get lost.
CAD integration also enables families of similar parts to be programmed quickly by saving part models with new file names and changing the part geometry. The associated NC programs automatically update with the new part.
Even more powerful is CAMWorks’s ability to reuse machining processes for individual part features in parts that are otherwise dissimilar in shape. For example, two different shaped parts may contain round holes, irregular packets and bosses, slots, and fillets that use similar manufacturing processes. Such parts can be programmed much faster than would be possible with more conventional CAM software.
Labor savings are easy to measure, but CAMWorks can help produce even greater savings by enabling consistency and continuous improvement in a company’s machining processes. With conventional graphics-based systems, programmers have a great deal of flexibility in how they program each part. The same programmer may use different techniques and strategies on similar parts. Different programmers may employ even more widely varying strategies.
CAMWorks enables companies to standardize processes by storing knowledge about them in its Technology Database. This practice ensures that similar processes— tool choices, feeds and speeds, and milling strategies, for example—are used across similar features in all parts being produced. When improvements are made to a process on one part, standardization ensures that similar improvements will be used on all future part programs. For example, if the choice of a different tool or machining strategy leads to longer tool life or reduced machine time when cutting a new alloy, the new tool can be employed to reduce costs in all future part designs.
Continuous improvement also improves product quality. It enables, for example, better machine finishes to be developed, reducing the cost of hand polishing and the attendant human error. Computer-controlled processes and machinery also are consistent, ensuring less variability among parts in a production run. This consistency can produce near-zero defect rates when combined with statistical monitoring of machine adjustments and tool wear.
Another benefit of CAMWorks is the ability to store a company’s current good practices in a form that can be easily shared with new workers. When skilled and experienced NC programmers leave a company for another job or for well-deserved retirement, their knowledge of good machining practices often leaves with them. With conventional CAM software, new workers hired to replace them have a nearly impossible time inferring these good practices from existing programs.
With CAMWorks, new workers need only learn which types of features should be applied to the types of geometry that are not automatically recognized. With the right features in place, good machining practices are automatically used.
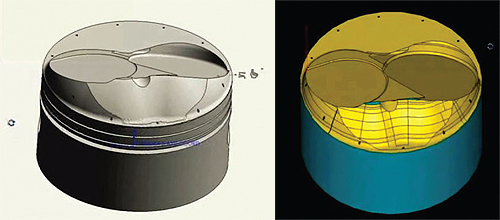
The use of application programming interfaces (APIs) for CAD software combined with CAMWorks APIs has enabled some CAMWorks customers to completely automate the design and manufacture of custom products. For example, CP-Carrillo of Irvine, Calif., makes custom pistons for a variety of automotive and marine racing engines. Customers speak with application engineers about their requirements, and the engineers enter appropriate values into a SolidWorks CAD application that generates the design for a set of pistons and connecting rods.
When the piston and connecting rod models are complete, the NC programs to mill them are automatically generated using CAMWorks. The entire process is automated. Engineers don’t interact with the piston design or CAMWorks.
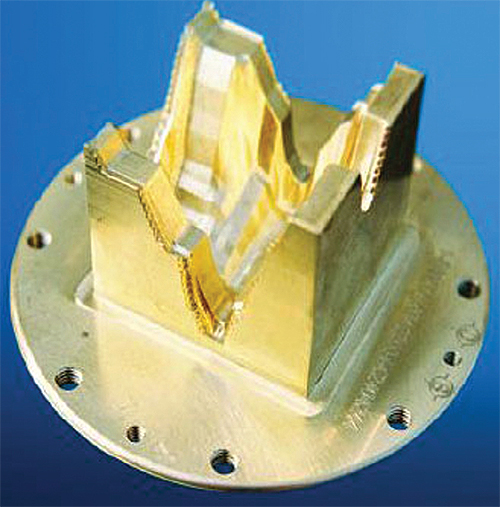
Another company in Sanford, Fla., named .decimal (pronounced dot-decimal) uses CAMWorks to automatically mill custom filters for radiation therapy in brass, aluminum, and copper. Beginning with CT-scan data, .decimal’s custom software generates the appropriate surfaces to be milled from a standard blank designed to fit most radiation treatment machines. CAMWorks then automatically generates the program to mill each blank into a patient-specific device. As with CP-Carrillo, .decimal’s entire milling process is automated. No human interaction is required. In this case, speed is critical to minimize delay between diagnosis and treatment.
Operational considerations of knowledge-based machining
Effective use of CAMWorks requires developing a Technology Database that matches each company’s production requirements. Elements to be included in the Technology Database are:
• The capabilities of each machine tool and its controller
• Tool-path post-processors for each machine
• A tool library that matches each customer’s tool crib
• A set of operations matched to the features, feature sizes, and materials typically used by the customer
The Technology Database is accessible from a button on the CAMWorks ribbon bar. From the main dialog box, customers can define mills, lathes, and the operations associated with them. They can also define tools in the tool library, including special tools with unique cross sections. And the Tech DB allows feeds and speeds for different machine types to be associated with materials of varying strength and hardness such as mild steel, tool steel, and various grades of aluminum.
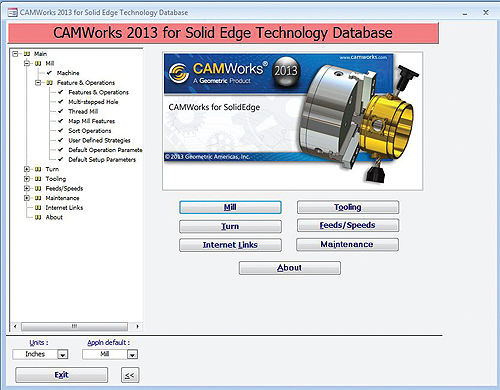
Most of the information in the Technology Database can be entered or modified from dialog boxes with parameter fields or pull-down menus. There is no need to write scripts or define data tables. Geometric Technologies has taken care of all this administration.
The Technical Database menus are three levels deep with multiple tabs at the lowest level. The multitude of options gives customers a lot of control over how their parts will be machined.
However, learning what all the options mean, let alone which choices are optimal for a given situation, takes considerable time and experience.
For many machine shops, setting up the Technical Database may become the biggest cost of their CAMWorks investment. Defining all the right options and processes and securing the right post-processing software may require not only staff time, but time from dealer’s consultants or application engineers as well. The costs of this investment can be recouped by future labor savings, quality improvements, and machine time-savings that accrue from the practice of continuous improvement.
Fortunately, customers need not set up the entire technical database from scratch to begin improving productivity with CAMWorks. The software comes with a rich set of processes out of the box. These processes can be modified by tool programmers as they are used and saved as new manufacturing strategies in the course of normal work. Consequently improvements to the Technical Database can be made gradually over time.
Siemens
www.plm.automation.siemens.com

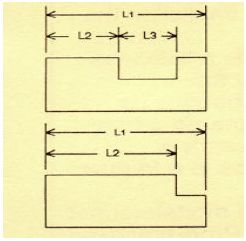
 What is the failed promise of parametric CAD? In short, model reuse.
What is the failed promise of parametric CAD? In short, model reuse.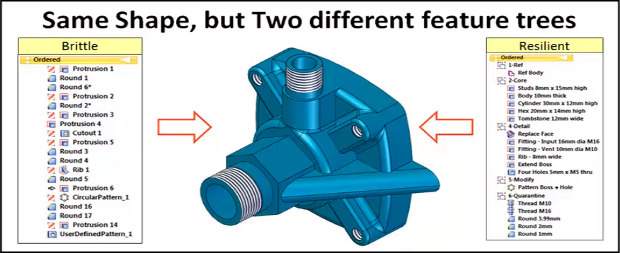
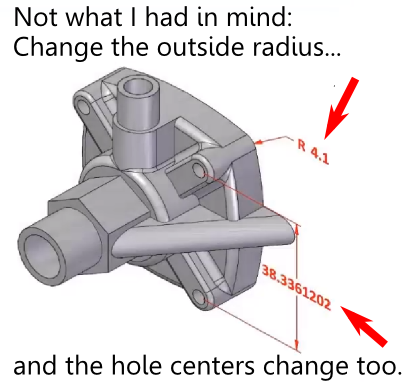
 The model brittleness problem inherent with parametric feature-based modeling is a really big deal. And it’s something, honestly, that I don’t have a great answer for. I’ve even asked a few power users who I know, and their answers seemed to involve a bit of hand-waving, and a reference to having lots of experience.
The model brittleness problem inherent with parametric feature-based modeling is a really big deal. And it’s something, honestly, that I don’t have a great answer for. I’ve even asked a few power users who I know, and their answers seemed to involve a bit of hand-waving, and a reference to having lots of experience.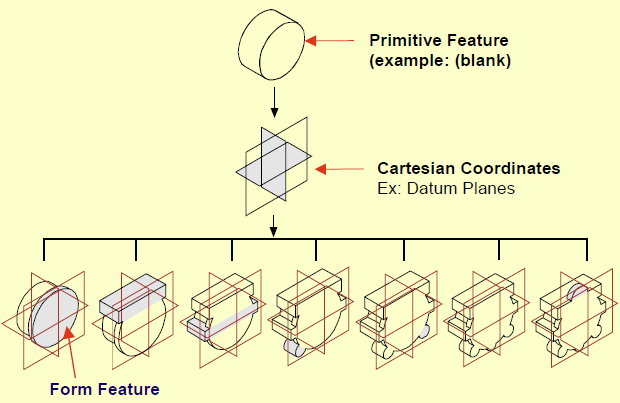
 Direct modeling—a syncretic melding of concepts pioneered by CoCreate, Trispectives, Kubotek (and many others)–has shown the most promise to cure the parametric curse.
Direct modeling—a syncretic melding of concepts pioneered by CoCreate, Trispectives, Kubotek (and many others)–has shown the most promise to cure the parametric curse.